型材的彩色化覆膜技术
摘 要 该文首先对现有建筑外饰型材彩色化技术的分类做了详细的分析,然后重点介绍了一种新式的外饰型材彩色覆膜技术,对覆膜制品中膜、胶、设备进行介绍,最后阐述了(洛瑞卡)覆膜型材的生产工艺。 关键词 外饰型材 彩色化 覆膜
建筑外立面是建筑物直接形象的描述,影响外立面的主要因素表现在外饰型材的材质和颜色的肌理组合。不同外饰型材本身构造及表面的排列方式、组织形式及颜色处理,会表现出软、硬、干、湿;粗糙、细密;有规律、无规律;有光泽、无光泽等各种物质属性和形象差异。其中门、窗、幕墙等常用外饰型材更是重要的部分,将门、窗、幕墙自身的表面做图案处理,使其产生一定的特殊肌理效果,并利用其对光的表现性来体现一定的质感和风格,是广大建筑师追求的理想境界。然而,许多建筑师对外饰型材的材料特性不甚了解,他们只在意材料出厂时的颜色和材质的静态 表现,却不顾及所选材质处于室外风吹、日晒、雨打等自然恶劣环境下的老化渐变动态表现,导致选材不当、为设计带来了隐患。针对这种现象,本文分析了现有建筑外饰型材彩色化技术的分类,并介绍了一种新式的型材彩色覆膜技术,它可以给金属、塑料及木质型材的外表面覆上颜色丰富、图案优美的抗老化仿真材料膜层,膜层颜色不仅涵盖了自然界中常见的多种颜色,还可以制作出木纹、金属、大理石等仿真效果,颜色图案品种高达数百种,完美地解决了建筑师在外立面设计时候的选材缺憾。 不同彩色化工艺生产的型材表面和性能存在差异,而且与普通白色型材的性能参数也不同,为此,本文专门分析了型材彩色覆膜的优点。 1.建筑外饰型材彩色化技术分类及比较 建筑常用的外饰型材主要有铝合金和塑钢两种材料之分。彩色铝合金在这几年得到了广泛的应用,其彩色化工艺可分为:氧化、电泳、彩色印刷、热转印、静电喷涂、覆膜等。塑钢型材也突破了原有单一的白色,通过采用和彩铝工艺共通的彩色印刷、热转印、静电喷涂、覆膜等彩色工艺,及塑料型材特有的双色共挤、全混等多种工艺,同样达到了颜色丰富、图案逼真的彩色外饰要求各类外饰型材彩色化技术的成品表层结构。以下对这几种主要的彩色化工艺做简单的介绍。 1.1 彩色印刷和热转印 塑料型材及铝合金型材都可以采用彩色印刷。 首先在型材表面涂上一层底色,然后把图案印刷上去,最后可以再加上一层10-15µm厚的PMMA来增强其抗光耐磨性,但印刷厂家通常因PMMA的成本问题而省略这一层PMMA。彩色印刷的设备机器非常昂贵,印刷宽度越宽相应设备就越贵,调换颜色也很慢,整台机器调整的时间也特别长。同时,如果要在曲面型材的各表面上都进行彩色印刷则很麻烦,故限制了印刷工艺的应用。 热转印是彩色印刷的延伸,同样适用于塑料型材和铝合金型材,首先用透明的塑料膜作载体,将底色与图案印刷在薄膜上,然后加压加热将薄膜上的底色与图案转印到型材表面。热转印好的型材表层很薄,且不加PMMA的话,既不耐磨,又不抗光。塑料型材的热转印是底色和图案纹路同时转印上去。而铝合金型材则是先高温喷涂上底色,然后用热转印的方法上图案纹路。 印刷和热转印除非其表面再加PMMA层,否则仅仅是临时的装饰而已,不能指望其有较长时间的抗老化性。 1.2 喷涂 喷涂工艺目前在铝合金型材的彩色化领域应用较广泛。这种工艺一般采用具有优良的物理机械性能的彩色高分子涂料,要求涂料与PVC塑料表面或铝合金表面有高附着力,且保色、保光、耐磨、耐候、耐腐蚀。 铝合金型材的喷涂工艺常用聚酯粉末静电喷涂。色素粉末被特殊材料包覆成微粒,喷涂过程中铝合金的表面温度将达到近200℃的高温,这种工艺需要电加热的高温通道,所以需要耗费大量的电能。微粒喷涂在铝合金上会熔融,因此籍微粒间的静电吸引力堆积而形成一定的厚度,使表面涂上颜 色。其中色素微粒分子基本上都是蜷曲成团的,彼此间仅凭静电相吸形成一体,所以厚度做不大,不超过10µm。铝型材静电喷涂上色工艺成品抗老化性能、韧性、抗磨刮力较差,也应在其表面再加上PMMA层来提高耐候性。总体来说,铝合金型材喷涂工艺的设备投入大,工艺较复杂。 塑料型材采用湿法喷涂工艺。用雾状液体喷涂后,要把工件放到烘箱中慢慢烘干。其彩色涂层厚度一般只有10µm厚,不抗磨且很快就会失去光泽, 也可在其表面涂一层厚度20µm的PMMA来增加其耐候性,但会增加成本。塑料型材的喷涂工艺过程对环境温度和湿度有严格的要求。在喷涂时的高速气流中,如果局部温度骤冷,使空气中水分子迅速凝成细微水珠随涂料附到型材上,那么其在涂料层下形成的颗粒状物体将无法清除掉。 1.3 双色共挤 双色共挤技术是当今世界上较为先进的塑料型材上色工艺,它实际上是一种在普通白色塑料型材挤出成型过程中,运用特制的模具复合技术把 PMMA(ASA)彩色层和PVC型材表层两种材料同步挤出成型的工艺。共挤时需用优质颜料制成高分子量耐冲击型ASA(PMMA)粒料。 双色共挤工艺需采用两台挤出机,排列成直角或小于直角的角度。一台大的挤出机(锥双螺杆60或58)用于白色PVC混合料的塑化和挤出,另一 台小的挤出机(单螺杆30)则用于彩色ASA(PMMA)的 塑化和供料。两种物料的熔融体通过同一机头挤出,熔融物复合制得表面层为250~300μm厚的彩色 ASA(PMMA)复层型材。PMMA(ASA)色粒在挤出前经过恒温干燥处理,将PMMA(ASA)中的水分除掉,以保证共挤出时型材表面的质量。 双色共挤工艺生产的塑料型材白色本体的抗老化性一般尚好。但国内的厂家在实行双色共挤工艺时,常因考虑节约ASA(PMMA)的成本问题而把ASA(PMMA)着色层的层厚限制在100µm左右,这个厚度比较薄,对日后的耐久性不利。ASA(PMMA)在高温状态下的流动性很好,所以成型过程中造成型材着色表面不平整,如果对型材表面光滑度有特殊要求,需要增加一个细腻的金属绒刷把着色层表面进行抛光,增加了工序。双色共挤工艺模具比较贵,需要2个螺杆挤出装置,一次性投资较高,不合格产品及废品的回收利用也较困难。此外,更换颜色时需耗费许多原料清洗机腔,开机之前需要确认型材订单量以考虑经济性的限制,其批量生产的要求不能符合灵活的需求。另外由于ASA(PMMA)和PVC是膨胀系数不同的材料,通过同一个成形模具挤出会产生应力,此应力在成窗使用过程中如遇气候恶劣,温差较大的地区,会释放应力导致型材弯曲变形从而引起焊角开裂。诸多因素,使得这项日臻成熟的工艺的应用受到一定的限制。 1.4 全混 塑料型材的全混工艺是指在PVC异型材配方中添加有机色素的工艺,可以在塑料型材内整体混色, 也可以在塑料型材表面渗色,通过挤出机直接挤出彩色塑料型材。虽然在原挤出机上挤出成品使得生产工艺成本降低,但是塑料型材的表面混色及整体混色的耐候性很难保证,容易发生不均匀褪色的情况。添加有机色素后会使PVC型材中的稳定剂受到影响,再加上国内许多厂家的色素配方只追求降低成本,使得褪色及老化情况更加严重,特别是型材组装的角落部分老化后极易断裂。同时,考虑到加工的经济性,国内全混的型材上色工艺一般至少要求20T的订量才能开机加工,这也大大限制了它色彩的多样化和灵活性。在德国有一些公司根据覆膜颜色做全混料,只是用以解决覆膜表面与型材侧面少见光部位的色泽视觉过渡问题。 1.5 覆膜 覆膜法是近年来从国外引进的一种新式的型材彩色化工艺,这种覆膜工艺可实现塑料、铝合金、木材及其他金属型材表面的彩色处理。它是将国外进口的彩色或各类仿真木纹样式的预制薄膜在覆膜机组生产线上,经过涂胶和加热,利用加热和机械覆膜的方法,通过压合将特制的彩色膜贴合在型材表面或两侧,使之外观丰富多彩。目前国内外生产这种高质量的彩色预制薄膜的厂家主要有德国的宏舒赫公司(Skai膜)、雷诺丽特公司(RenolitMBAS膜和Renolit Fast膜)、韩国的LG公司(LG膜),香港发事达有限公司(Lorika洛瑞卡膜),他们采用挤出压延工艺,使彩色预制薄膜中的所有高分子舒展链节,头尾相接,互相缠绕而形成高分子簇群,故可以做得较厚,有较强韧性和抗磨刮力。 覆膜型材是通过胶粘剂把型材和薄膜很好地粘接在一起,这种结合方式避免了因两种材料从同一模头挤出产生的内应力,避免了因应力释放导致的型材弯曲变形。 1.6 覆膜与其他工艺做成的彩色型材品质之差异 印刷和热转印除非其表面再加PMMA层,否则仅仅是临时地装饰而已,不能指望其有抗老化性,甚至可以说,由于印刷色素的存在,更降低了白色塑钢型材表面本有的抗老化性能。 全混工艺因为抗老化性能难以保证,应用范围有限。采用全混工艺的公司一般是根据覆膜颜色做全混料用以解决覆膜表面与型材侧面少见光部位的色泽视觉过渡问题。 ASA(PMMA)双色共挤的抗老化性可以保证,然而缺点是灵活性差,挤出过程中会产生应力,应力的释放会导致型材弯曲变形,甚至焊角开裂。 在静电喷涂法中,微粒是籍微粒间的静电吸引力堆积而形成一定的厚度。其中分子基本上都是蜷曲成团,彼此间凭静电相吸形成一体,所以厚度做不大,不超过10µm。除老化性能外它的韧性和抗磨刮力较差。 而彩色窗膜是用挤出压延工艺,使膜中的所有高分子舒展链节,头尾相接,互相缠绕而形成的高分子簇群,故可以做得较厚,有较强韧性和抗磨刮力。因为采用高分子材料,特别是Lorika洛瑞卡膜和Renolit Fast膜,不再采用PVC作为基层底膜,采用的是ASA, PMMA等耐候性较好的高分子材料,可以在满足装饰功能的同时,极大地保证耐候性。 塑钢门窗彩色化的趋势已成定局。覆膜型材色彩丰富,又能大幅度提高塑钢型材表面抗老化性能,批量灵活,无论制造门窗或型材的企业,还是房地产开发商和施工企业,在以上几种彩色化方式中,都会对覆膜更加青睐。 2. 型材覆膜技术 在将彩色预制薄膜覆到各式型材表面的时候,需要选用正确的膜,包覆胶,使用合适的设备,采用合理的工艺。 2.1 覆膜型材专用膜 2.1.1彩色覆膜型材的专用膜 2.1.1.1 Renolit MBAS膜 MBAS膜结构构成:MBAS膜由PMMA+PVC色素层共两层构成,该膜的结构见图1
图1 MBAS膜结构示意图 2.1.1.2 Renolit FAST膜
图2 FAST膜结构示意图 “FAST”是德国雷诺丽特集团新一代高效膜名称,它是一种最新的专利产品,是德国雷诺丽特集团独家发明,独家拥有。它用于装饰窗户型材及其他建筑物,FAST膜通过机器被覆于型材或金属型材和平板上,通过这种表面的装饰来实现特殊要求的装饰及色彩外观。 FAST膜结构构成:FAST膜由PVDF+PMMA+PMMA色素层共三层构成,该膜的结构见图2。 丙烯酸盐材料着色底膜可大大提高膜的耐候性、耐温性及耐紫外线性。除此之外使得新色素的应用有了可能,众所周知,是大大优于有机色素的。这样一来,颜色的多样性也有了大大的提高,(例如也能产生金属效果)并进一步减少了吸热性。 共挤膜是透明的,它由高效材料丙烯酸盐和PVDF组成,它通过一种与底膜相焊接粘合、并通过辊压压实使之不可分离。它不仅保证了一种不变的表层状况(例如:平稳的光泽度、均匀的纹理)而且PVDF材料所特有的表面极微的张力使得它具有不粘污,非常容易保养。 2.1.1.3 Lorika 洛瑞卡膜 LORIKA(洛瑞卡)膜是前奥地利Eplast公司于2007年发明并首次工业化生产的一种新型户外膜,后来技术由香港发事达有限公司购买并继续生产和推广。LORIKA是香港发事达公司的注册商标,此专利技术由香港发事达有限公司独家拥有。 LORIKA膜的结构如图3:
ASA(丙烯酸-苯乙烯-丙烯晴)是一种由丙烯酸橡胶增强的具有三维结构的共聚物,它具有优异的耐候性和比PMMA(聚丙烯酸盐)更佳的着色性,这种材料在1992年成为一项国际专利技术,其具有的颜色稳定性和成本的节约使得这种材料自1996年推向市场后在户外应用市场中不断增长。 图 4 ASA结构示意图 2.1.2覆膜型材专用膜的分类及特点 应用于彩色覆膜型材的窗膜有很多种,根据用途窗膜可分为室外膜和室内膜两种。 (1)室内膜:室内膜主要是在韩国、日本等地较为流行,主要材质为PVC、PP等材料,这种室内膜由于应用在室内,因而要求有较好的耐磨性、耐腐蚀性和一定的耐候性;如日本的TOPPAN公司,该公司生产的室内膜主要有:PVC/PVC、PP/PP、PP/PE,底层为色素层,顶层为透明层,厚度约为0.15mm,其中PP/PP的产量占了该公司室内膜产量的70%左右。该公司在1995年以前一直是生产PVC/PVC作为室内膜,从1995年后开始生产PP/PP和PP/PE,这两种膜的性价比与PVC/PVC一致,但它具有环保、耐候性佳的特点。 (2)室外膜:主要是在欧美等地广为流行,分为单色和木纹色两种,主要的生产厂商有德国的雷诺丽特、德国宏舒赫、韩国LG、香港发事达等公司,主要材质为PVC+PMMA+PVDF、PVC+PMMA、ASA+PMMA等构成,这种室外膜的特点是耐候性好,有很好的耐温、耐紫外线和耐化学性能,其卓越的保色性能使其十多年依然色泽鲜艳。 2.1.3覆膜型材对专用膜的性能要求 根据覆膜型材功能,选用正确的窗膜,对覆膜型材的耐老化等性能指标起着重要的作用。 对窗膜的基本要求: (1)室外膜有五大要求,分别如下: ① 具有卓越的耐候性; ② 具有良好的保色性; ③ 良好的物理机械性能; ④ 良好的成型加工性能; ⑤ 最优的性价比。 (2)室内膜有四大要求,分别如下: ① 具有良好的保色性; ② 良好的物理机械性能; ③ 良好的成型加工性能; ④ 最优的性价比。 2.2 胶粘剂 覆膜型材的质量与胶粘剂有着直接、重要的关系,覆膜粘覆在型材上所用的胶一般分两种:溶剂胶和聚氨酯热熔胶。还有一种预处理的胶粘剂:亲和剂。 2.2.1溶剂胶 溶剂胶水只能用在冷胶机中。溶剂型胶水一般是聚氨酯油性胶,在使用时需加入固化剂(胶水与固化剂配比为:15:1),搅拌均匀后一起使用。通过刮刀将胶粘剂涂在包覆材料的背面,在包覆材料接触型材表面前,将之放在烤道上,让大部分溶剂蒸发掉。然后,根据型材的形状用滚棍将覆膜包覆在型材上。 2.2.2 热熔胶 热熔胶只能用在热胶机中。热熔胶通常在熔化状态下使用,通过刮刀将加热的胶水涂在包覆材料的背面。这种胶的使用温度在120℃~150℃。在胶桶内的胶在熔化后要尽量使用完毕,此类胶一旦冷却固化后将不能再使用。 2.2.3亲和剂 为了提高覆膜型材制品膜与型材之间的附着力,在进行覆膜前,应在PVC型材上预先涂上一层非常薄的胶,这种胶水叫亲和剂。亲和剂中含有大量的溶剂及少量的胶,在贴窗膜前,通过加热的方式使溶剂完全挥发,在型材表面形成较薄的胶层,这胶层增加了涂胶的膜与型材的粘结力。 2.2.4 胶水的区别 溶剂胶胶水在刮胶后进入烘箱时容易挥发,产生一种气味,虽对人体不会造成伤害,但不利于环保,覆膜后的型材胶水固化时间较长,覆膜速度慢。 热熔胶环保,胶水在胶桶里加热时密封好,不会对外挥发,覆膜速度相对较快。 2.3 覆膜设备 目前在国际上覆膜机共分两大类,一是溶剂型覆膜机(冷胶机);二是热溶胶覆膜机(热胶机)。 它们的主要区别是:前者为液体双组份胶经过机器刮涂胶后进入烘道进行加热,一般温度为40~50℃,经过加温然后再经过压辊进行型材包覆。后者是胶在胶桶内进行加温,一般温度为120~150℃,刮胶后不再经过烘道烘干直接包覆在型材上。 2.4覆膜型材生产工艺 随着我国经济水平的发展,国内很多厂家也开始生产彩色覆膜型材,并且已在国内多个大中城市如北京、上海等地获得了客户的广泛认可,并已经应用于建筑工程之中。下面以巴贝兰覆膜机、LORIKA膜和反应型热熔胶进行阐述。 2.4.1生产工艺流程 彩色覆膜型材是在型材表面涂覆一层特制的彩色或木纹形式的薄膜。该方法简单易行,装饰性好,应用较为广泛。型材表面的复合装饰层为二次加工,其工艺路线如下:
2.4.2加工设备 2.4.2.1覆膜机 由于覆膜型材的生产设备较为简单,因此生产覆膜型材设备的厂家较多,国外著名的公司主要有BARBERAN、FRIZ、WPR等,而国内绝大多数厂家生产的均为溶剂型的覆膜设备,主要有北京随想等几家公司,图5为BARBERAN覆膜生产线。
图5 BARBERAN覆膜生产线概图 覆膜生产工艺较为简单,但对操作及设备有较高的要求,根据覆膜生产的特点,一般的覆膜设备应具有以下几个关键部位,这也是覆膜生产中的几个技术难点,它们对覆膜生产的质量影响至关重要: (1)自动膜偏调整装置:覆膜生产线上安装有定位装置,防止因为膜偏离而影响包覆质量,可以减少膜、型材的浪费。
图6涂胶装置 (2)涂胶装置:涂胶装置是对预处理后的型材表面进行自动涂胶的装置。热熔胶置于涂胶装置的熔池里,经电加热装置熔融后,通过一条管道和一个极薄而宽的口膜(刮板)流出,涂在自动经过的膜表面上。之后,涂胶的膜经压辊覆压在型材表面上。涂胶装置部分一定要有自动清洗装置,这是因为一般停机24小时以上,就需要对涂胶装置进行清洗。采用自动清洗装置,一方面可以提高清洗效率,另一方面也可以保证清洗质量,因为残留的胶如果清洗不干净,会对覆膜型材最终的粘接强度造成影响。图6为涂胶装置。 (3)辊压装置:压辊装置上有许多橡胶压辊。众多压辊根据型材断面结构在各个方向上进行位置调整,逐步将涂上胶的膜压覆在型材上。对不同型材,采用整体压辊的更换方式,更方便、快捷,同时可以提高生产效率。压辊装置见图7
图7 压辊装置 (4)自动上料装置:由于覆膜生产效率较高,可采用自动上料装置,一方面加快生产速率,另一方面还可以通过自动上料装置进行自动定位。图8为自动上料装置。图中可见,待覆膜的型材整齐放在上料台上,并可依次准确而迅速地送入生产线进行处理和覆膜。
2.4.2.2分切机 分切机主要作用是:将较宽的膜分切成覆膜型材生产时需要宽度的膜。分切机 如图9.
图8自动上料装置
图9分切机
2.4.3加工工艺
(1)胶粘剂熔融温度:预熔设备 120~140℃ 软管 120~140℃ 刮板 140℃ (2)膜预热温度: LORIKA洛瑞卡膜在涂胶之前必须预热,预热过程是通过可调的红外辐射器来实现。建议在第一压辊滚动前把胶粘剂涂于膜上。所要满足的温度如下: 涂胶前膜温 80~85℃ 第一压辊前膜温 80~85℃ (3)型材预热温度: 为了干燥底涂,型材必须通过红外辐射器或热风枪来进行加热。根据以下两项指标来设计所要安装的干燥配置: a.底涂完全干燥 b.在第一压辊前型材表面温度达到50~60℃ (4)涂胶量: 涂胶量最佳范围为:40~60g/m2 (5)机器覆膜速度: 最适当的速度为:10~30米/分,如果各环节都能保持最佳工艺温度,生产速度可以更高。 (6)膜和型材的预处理 加工之前,型材和膜应该在室温为18℃,相对湿度为50%的条件下储存至少24小时,型材必须是清洁和完好的。进行底涂之前必须使用旋转刷和吹风机来清洁型材。要选用适当的底涂料,底涂可以用毛毡在底涂点完成,然后通过热处理来干燥底涂后的型材表面,同时预热型材。 干燥底涂料的过程,需要有足够的空间,干燥过程中逸出气体应该吸出。为了控制连贯的底涂层,底涂料配有紫外线剂,使底涂料层在紫外线灯下是可见的。同时对型材覆膜机的适当调整是必要的,特别是涂胶系统,控制底涂的底涂点、压辊、热风枪等,因此设备的适当调整应该根据试验确定并作好记录。为了防止在涂胶装置和预熔装置发生固化效应,建议用清洁剂来清洗装置直到蓝色消失为止,残留的固化胶应用手刮刀清除。 被包覆的型材在进行下一步工作之前应该在>18℃和相对湿度>50%的条件下存放7天,以使胶和膜完全交联达到最好的强度。 覆膜型材的剥离强度在室温(20℃/50%相对湿度)条件下储存后的剥离强度:
10分钟 0.1~0.3N/mm 1小时 0.4~1.0N/mm 1天 1.0~1.5N/mm 7天 1.5~2.0N/mm 2~4周 2.0~2.5N/mm 在室温条件下储存7天,随后在20℃/100%相对湿度条件下储存7天后的剥离强度为≥2.5N/mm。 2.4.4制品性能与特点 (1) 制品性能 覆膜型材由于在其表面包覆了一层高耐候性的窗膜,同时采用了反应性热熔胶,具有其独特的性能指标。见表1: 表1 覆膜型材性能指标
(2)制品特点 ① 优秀的保色性:由于这种覆膜型材采用的是LORIKA膜,从根本上解决了彩色型材的褪色问题, ② 增强了型材的抗老化性能:覆膜型材所用的膜中含有PMMA和ASA,它们能够转化和吸收紫外线,使型材的物理机械性能得到更长时间的保证。 ③ 优秀的耐化学性:它能够抵抗大气中的化学污染物,并且诸如洗涤剂、酒精、氨水等化学品均不能对他造成伤害。 ④ 环保:由于这种覆膜型材采用的是单组分热熔胶,无溶剂挥发,对人体及环境均无伤害。是名副其实的环保绿色型材。 2.4.5加工注意事项与解决方法 彩色覆膜型材成窗组装流程与青白色型材组装流程基本一致,不需添加其他设备,但也有一些不相同的地方。主是在于型材的后续加工方面。 (1)焊接 在焊接前应检查覆膜型材切割后,切割面是否平整,禁止有残留膜的碎片。
图11 切口处理情况对比 图11中A图中断面不合格,碎膜会影响焊角强度。B图切口处理较好。 (2)清角 在清角工序中,可先按普通型材清角规程清角后,应用相应的覆膜型材焊缝专用笔或用相同颜色的耐候性油漆进行处理,如能采用无缝焊接更好。图12为焊缝专用笔处理后的覆膜型材。
图12 经处理的焊缝 从图12看, 经过焊缝专用笔处理后,覆膜型材的焊缝与膜的色系相近,外观效果良好。 (3)配合尺寸 由于膜和胶层都有一定的厚度,型材覆膜后在装配时有可能出现配合紧的问题需要有专用的青白色型材模具来与之配套生产,或者改用其它规格的密封胶条。 (4)异形窗成型 覆膜型材在制作弧形窗时,温度在105~115℃之间为宜。 (5)覆膜后续处理过程 覆膜型材必须是生产后在室温下放置7天以后,胶粘剂才能完全固化,方可进行加工,在加工前必须在室温下放置至少一天。 结语 随着人们生活水平的提高,人们对门窗的档次、品位都在不断的提高,需要出现高档次、高品位的门窗产品。覆膜型材作为当今欧洲彩色型材的主导产品,作为一种高档的门窗产品,获得了用户广泛的认可。这种彩色覆膜窗户带给每一个用户的是自然温馨的感觉,一种高档次享受,它符合以塑代木,节约木材的政策,适应城乡住宅建设方兴未的需要,因此市场前景非常广阔。 |
摘 要 该文首先对现有建筑外饰型材彩色化技术的分类做了详细的分析,然后重点介绍了一种新式的外饰型材彩色覆膜技术,对覆膜制品中膜、胶、设备进行介绍,最后阐述了(洛瑞卡)覆膜型材的生产工艺。
关键词 外饰型材 彩色化 覆膜
建筑外立面是建筑物直接形象的描述,影响外立面的主要因素表现在外饰型材的材质和颜色的肌理组合。不同外饰型材本身构造及表面的排列方式、组织形式及颜色处理,会表现出软、硬、干、湿;粗糙、细密;有规律、无规律;有光泽、无光泽等各种物质属性和形象差异。其中门、窗、幕墙等常用外饰型材更是重要的部分,将门、窗、幕墙自身的表面做图案处理,使其产生一定的特殊肌理效果,并利用其对光的表现性来体现一定的质感和风格,是广大建筑师追求的理想境界。然而,许多建筑师对外饰型材的材料特性不甚了解,他们只在意材料出厂时的颜色和材质的静态 表现,却不顾及所选材质处于室外风吹、日晒、雨打等自然恶劣环境下的老化渐变动态表现,导致选材不当、为设计带来了隐患。针对这种现象,本文分析了现有建筑外饰型材彩色化技术的分类,并介绍了一种新式的型材彩色覆膜技术,它可以给金属、塑料及木质型材的外表面覆上颜色丰富、图案优美的抗老化仿真材料膜层,膜层颜色不仅涵盖了自然界中常见的多种颜色,还可以制作出木纹、金属、大理石等仿真效果,颜色图案品种高达数百种,完美地解决了建筑师在外立面设计时候的选材缺憾。
不同彩色化工艺生产的型材表面和性能存在差异,而且与普通白色型材的性能参数也不同,为此,本文专门分析了型材彩色覆膜的优点。
1.建筑外饰型材彩色化技术分类及比较
建筑常用的外饰型材主要有铝合金和塑钢两种材料之分。彩色铝合金在这几年得到了广泛的应用,其彩色化工艺可分为:氧化、电泳、彩色印刷、热转印、静电喷涂、覆膜等。塑钢型材也突破了原有单一的白色,通过采用和彩铝工艺共通的彩色印刷、热转印、静电喷涂、覆膜等彩色工艺,及塑料型材特有的双色共挤、全混等多种工艺,同样达到了颜色丰富、图案逼真的彩色外饰要求各类外饰型材彩色化技术的成品表层结构。以下对这几种主要的彩色化工艺做简单的介绍。
1.1 彩色印刷和热转印
塑料型材及铝合金型材都可以采用彩色印刷。 首先在型材表面涂上一层底色,然后把图案印刷上去,最后可以再加上一层10-15µm厚的PMMA来增强其抗光耐磨性,但印刷厂家通常因PMMA的成本问题而省略这一层PMMA。彩色印刷的设备机器非常昂贵,印刷宽度越宽相应设备就越贵,调换颜色也很慢,整台机器调整的时间也特别长。同时,如果要在曲面型材的各表面上都进行彩色印刷则很麻烦,故限制了印刷工艺的应用。
热转印是彩色印刷的延伸,同样适用于塑料型材和铝合金型材,首先用透明的塑料膜作载体,将底色与图案印刷在薄膜上,然后加压加热将薄膜上的底色与图案转印到型材表面。热转印好的型材表层很薄,且不加PMMA的话,既不耐磨,又不抗光。塑料型材的热转印是底色和图案纹路同时转印上去。而铝合金型材则是先高温喷涂上底色,然后用热转印的方法上图案纹路。
印刷和热转印除非其表面再加PMMA层,否则仅仅是临时的装饰而已,不能指望其有较长时间的抗老化性。
1.2 喷涂
喷涂工艺目前在铝合金型材的彩色化领域应用较广泛。这种工艺一般采用具有优良的物理机械性能的彩色高分子涂料,要求涂料与PVC塑料表面或铝合金表面有高附着力,且保色、保光、耐磨、耐候、耐腐蚀。
铝合金型材的喷涂工艺常用聚酯粉末静电喷涂。色素粉末被特殊材料包覆成微粒,喷涂过程中铝合金的表面温度将达到近200℃的高温,这种工艺需要电加热的高温通道,所以需要耗费大量的电能。微粒喷涂在铝合金上会熔融,因此籍微粒间的静电吸引力堆积而形成一定的厚度,使表面涂上颜 色。其中色素微粒分子基本上都是蜷曲成团的,彼此间仅凭静电相吸形成一体,所以厚度做不大,不超过10µm。铝型材静电喷涂上色工艺成品抗老化性能、韧性、抗磨刮力较差,也应在其表面再加上PMMA层来提高耐候性。总体来说,铝合金型材喷涂工艺的设备投入大,工艺较复杂。
塑料型材采用湿法喷涂工艺。用雾状液体喷涂后,要把工件放到烘箱中慢慢烘干。其彩色涂层厚度一般只有10µm厚,不抗磨且很快就会失去光泽, 也可在其表面涂一层厚度20µm的PMMA来增加其耐候性,但会增加成本。塑料型材的喷涂工艺过程对环境温度和湿度有严格的要求。在喷涂时的高速气流中,如果局部温度骤冷,使空气中水分子迅速凝成细微水珠随涂料附到型材上,那么其在涂料层下形成的颗粒状物体将无法清除掉。
1.3 双色共挤
双色共挤技术是当今世界上较为先进的塑料型材上色工艺,它实际上是一种在普通白色塑料型材挤出成型过程中,运用特制的模具复合技术把 PMMA(ASA)彩色层和PVC型材表层两种材料同步挤出成型的工艺。共挤时需用优质颜料制成高分子量耐冲击型ASA(PMMA)粒料。
双色共挤工艺需采用两台挤出机,排列成直角或小于直角的角度。一台大的挤出机(锥双螺杆60或58)用于白色PVC混合料的塑化和挤出,另一 台小的挤出机(单螺杆30)则用于彩色ASA(PMMA)的 塑化和供料。两种物料的熔融体通过同一机头挤出,熔融物复合制得表面层为250~300μm厚的彩色 ASA(PMMA)复层型材。PMMA(ASA)色粒在挤出前经过恒温干燥处理,将PMMA(ASA)中的水分除掉,以保证共挤出时型材表面的质量。
双色共挤工艺生产的塑料型材白色本体的抗老化性一般尚好。但国内的厂家在实行双色共挤工艺时,常因考虑节约ASA(PMMA)的成本问题而把ASA(PMMA)着色层的层厚限制在100µm左右,这个厚度比较薄,对日后的耐久性不利。ASA(PMMA)在高温状态下的流动性很好,所以成型过程中造成型材着色表面不平整,如果对型材表面光滑度有特殊要求,需要增加一个细腻的金属绒刷把着色层表面进行抛光,增加了工序。双色共挤工艺模具比较贵,需要2个螺杆挤出装置,一次性投资较高,不合格产品及废品的回收利用也较困难。此外,更换颜色时需耗费许多原料清洗机腔,开机之前需要确认型材订单量以考虑经济性的限制,其批量生产的要求不能符合灵活的需求。另外由于ASA(PMMA)和PVC是膨胀系数不同的材料,通过同一个成形模具挤出会产生应力,此应力在成窗使用过程中如遇气候恶劣,温差较大的地区,会释放应力导致型材弯曲变形从而引起焊角开裂。诸多因素,使得这项日臻成熟的工艺的应用受到一定的限制。
1.4 全混
塑料型材的全混工艺是指在PVC异型材配方中添加有机色素的工艺,可以在塑料型材内整体混色, 也可以在塑料型材表面渗色,通过挤出机直接挤出彩色塑料型材。虽然在原挤出机上挤出成品使得生产工艺成本降低,但是塑料型材的表面混色及整体混色的耐候性很难保证,容易发生不均匀褪色的情况。添加有机色素后会使PVC型材中的稳定剂受到影响,再加上国内许多厂家的色素配方只追求降低成本,使得褪色及老化情况更加严重,特别是型材组装的角落部分老化后极易断裂。同时,考虑到加工的经济性,国内全混的型材上色工艺一般至少要求20T的订量才能开机加工,这也大大限制了它色彩的多样化和灵活性。在德国有一些公司根据覆膜颜色做全混料,只是用以解决覆膜表面与型材侧面少见光部位的色泽视觉过渡问题。
1.5 覆膜
覆膜法是近年来从国外引进的一种新式的型材彩色化工艺,这种覆膜工艺可实现塑料、铝合金、木材及其他金属型材表面的彩色处理。它是将国外进口的彩色或各类仿真木纹样式的预制薄膜在覆膜机组生产线上,经过涂胶和加热,利用加热和机械覆膜的方法,通过压合将特制的彩色膜贴合在型材表面或两侧,使之外观丰富多彩。目前国内外生产这种高质量的彩色预制薄膜的厂家主要有德国的宏舒赫公司(Skai膜)、雷诺丽特公司(RenolitMBAS膜和Renolit Fast膜)、韩国的LG公司(LG膜),香港发事达有限公司(Lorika洛瑞卡膜),他们采用挤出压延工艺,使彩色预制薄膜中的所有高分子舒展链节,头尾相接,互相缠绕而形成高分子簇群,故可以做得较厚,有较强韧性和抗磨刮力。
覆膜型材是通过胶粘剂把型材和薄膜很好地粘接在一起,这种结合方式避免了因两种材料从同一模头挤出产生的内应力,避免了因应力释放导致的型材弯曲变形。
1.6 覆膜与其他工艺做成的彩色型材品质之差异
印刷和热转印除非其表面再加PMMA层,否则仅仅是临时地装饰而已,不能指望其有抗老化性,甚至可以说,由于印刷色素的存在,更降低了白色塑钢型材表面本有的抗老化性能。
全混工艺因为抗老化性能难以保证,应用范围有限。采用全混工艺的公司一般是根据覆膜颜色做全混料用以解决覆膜表面与型材侧面少见光部位的色泽视觉过渡问题。
ASA(PMMA)双色共挤的抗老化性可以保证,然而缺点是灵活性差,挤出过程中会产生应力,应力的释放会导致型材弯曲变形,甚至焊角开裂。
在静电喷涂法中,微粒是籍微粒间的静电吸引力堆积而形成一定的厚度。其中分子基本上都是蜷曲成团,彼此间凭静电相吸形成一体,所以厚度做不大,不超过10µm。除老化性能外它的韧性和抗磨刮力较差。
而彩色窗膜是用挤出压延工艺,使膜中的所有高分子舒展链节,头尾相接,互相缠绕而形成的高分子簇群,故可以做得较厚,有较强韧性和抗磨刮力。因为采用高分子材料,特别是Lorika洛瑞卡膜和Renolit Fast膜,不再采用PVC作为基层底膜,采用的是ASA, PMMA等耐候性较好的高分子材料,可以在满足装饰功能的同时,极大地保证耐候性。
塑钢门窗彩色化的趋势已成定局。覆膜型材色彩丰富,又能大幅度提高塑钢型材表面抗老化性能,批量灵活,无论制造门窗或型材的企业,还是房地产开发商和施工企业,在以上几种彩色化方式中,都会对覆膜更加青睐。
2. 型材覆膜技术
在将彩色预制薄膜覆到各式型材表面的时候,需要选用正确的膜,包覆胶,使用合适的设备,采用合理的工艺。
2.1 覆膜型材专用膜
2.1.1彩色覆膜型材的专用膜
2.1.1.1 Renolit MBAS膜
MBAS膜结构构成:MBAS膜由PMMA+PVC色素层共两层构成,该膜的结构见图1
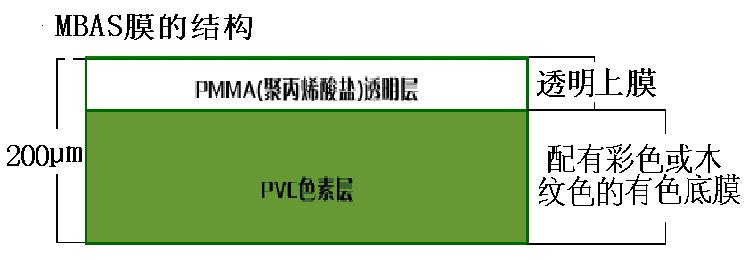
图1 MBAS膜结构示意图
2.1.1.2 Renolit FAST膜
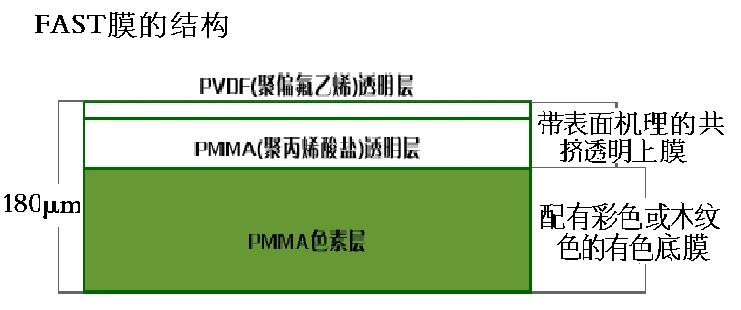
图2 FAST膜结构示意图
“FAST”是德国雷诺丽特集团新一代高效膜名称,它是一种最新的专利产品,是德国雷诺丽特集团独家发明,独家拥有。它用于装饰窗户型材及其他建筑物,FAST膜通过机器被覆于型材或金属型材和平板上,通过这种表面的装饰来实现特殊要求的装饰及色彩外观。
FAST膜结构构成:FAST膜由PVDF+PMMA+PMMA色素层共三层构成,该膜的结构见图2。
丙烯酸盐材料着色底膜可大大提高膜的耐候性、耐温性及耐紫外线性。除此之外使得新色素的应用有了可能,众所周知,是大大优于有机色素的。这样一来,颜色的多样性也有了大大的提高,(例如也能产生金属效果)并进一步减少了吸热性。
共挤膜是透明的,它由高效材料丙烯酸盐和PVDF组成,它通过一种与底膜相焊接粘合、并通过辊压压实使之不可分离。它不仅保证了一种不变的表层状况(例如:平稳的光泽度、均匀的纹理)而且PVDF材料所特有的表面极微的张力使得它具有不粘污,非常容易保养。
2.1.1.3 Lorika 洛瑞卡膜
LORIKA(洛瑞卡)膜是前奥地利Eplast公司于2007年发明并首次工业化生产的一种新型户外膜,后来技术由香港发事达有限公司购买并继续生产和推广。LORIKA是香港发事达公司的注册商标,此专利技术由香港发事达有限公司独家拥有。
LORIKA膜的结构如图3:
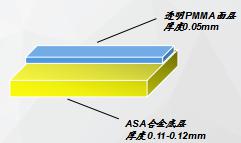
图3 LORIKA膜结构示意图
ASA(丙烯酸-苯乙烯-丙烯晴)是一种由丙烯酸橡胶增强的具有三维结构的共聚物,它具有优异的耐候性和比PMMA(聚丙烯酸盐)更佳的着色性,这种材料在1992年成为一项国际专利技术,其具有的颜色稳定性和成本的节约使得这种材料自1996年推向市场后在户外应用市场中不断增长。
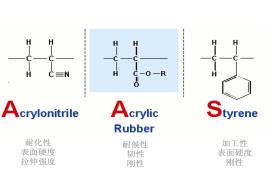
图 4 ASA结构示意图
LORIKA膜是首次采用ASA这种材料为底膜的新型户外膜,成功地将应用于挤出、注塑领域的耐候树脂移植到了膜的领域,提高了膜的耐候性和耐温性;PMMA面层将空气中的水分和污染物与底膜中的色素进行了有效隔离,延长了颜色的保持时间(特别是金属效果颜色)。
2.1.2覆膜型材专用膜的分类及特点
应用于彩色覆膜型材的窗膜有很多种,根据用途窗膜可分为室外膜和室内膜两种。
(1)室内膜:室内膜主要是在韩国、日本等地较为流行,主要材质为PVC、PP等材料,这种室内膜由于应用在室内,因而要求有较好的耐磨性、耐腐蚀性和一定的耐候性;如日本的TOPPAN公司,该公司生产的室内膜主要有:PVC/PVC、PP/PP、PP/PE,底层为色素层,顶层为透明层,厚度约为0.15mm,其中PP/PP的产量占了该公司室内膜产量的70%左右。该公司在1995年以前一直是生产PVC/PVC作为室内膜,从1995年后开始生产PP/PP和PP/PE,这两种膜的性价比与PVC/PVC一致,但它具有环保、耐候性佳的特点。
(2)室外膜:主要是在欧美等地广为流行,分为单色和木纹色两种,主要的生产厂商有德国的雷诺丽特、德国宏舒赫、韩国LG、香港发事达等公司,主要材质为PVC+PMMA+PVDF、PVC+PMMA、ASA+PMMA等构成,这种室外膜的特点是耐候性好,有很好的耐温、耐紫外线和耐化学性能,其卓越的保色性能使其十多年依然色泽鲜艳。
2.1.3覆膜型材对专用膜的性能要求
根据覆膜型材功能,选用正确的窗膜,对覆膜型材的耐老化等性能指标起着重要的作用。
对窗膜的基本要求:
(1)室外膜有五大要求,分别如下:
① 具有卓越的耐候性;
② 具有良好的保色性;
③ 良好的物理机械性能;
④ 良好的成型加工性能;
⑤ 最优的性价比。
(2)室内膜有四大要求,分别如下:
① 具有良好的保色性;
② 良好的物理机械性能;
③ 良好的成型加工性能;
④ 最优的性价比。
2.2 胶粘剂
覆膜型材的质量与胶粘剂有着直接、重要的关系,覆膜粘覆在型材上所用的胶一般分两种:溶剂胶和聚氨酯热熔胶。还有一种预处理的胶粘剂:亲和剂。
2.2.1溶剂胶
溶剂胶水只能用在冷胶机中。溶剂型胶水一般是聚氨酯油性胶,在使用时需加入固化剂(胶水与固化剂配比为:15:1),搅拌均匀后一起使用。通过刮刀将胶粘剂涂在包覆材料的背面,在包覆材料接触型材表面前,将之放在烤道上,让大部分溶剂蒸发掉。然后,根据型材的形状用滚棍将覆膜包覆在型材上。
2.2.2 热熔胶
热熔胶只能用在热胶机中。热熔胶通常在熔化状态下使用,通过刮刀将加热的胶水涂在包覆材料的背面。这种胶的使用温度在120℃~150℃。在胶桶内的胶在熔化后要尽量使用完毕,此类胶一旦冷却固化后将不能再使用。
2.2.3亲和剂
为了提高覆膜型材制品膜与型材之间的附着力,在进行覆膜前,应在PVC型材上预先涂上一层非常薄的胶,这种胶水叫亲和剂。亲和剂中含有大量的溶剂及少量的胶,在贴窗膜前,通过加热的方式使溶剂完全挥发,在型材表面形成较薄的胶层,这胶层增加了涂胶的膜与型材的粘结力。
2.2.4 胶水的区别
溶剂胶胶水在刮胶后进入烘箱时容易挥发,产生一种气味,虽对人体不会造成伤害,但不利于环保,覆膜后的型材胶水固化时间较长,覆膜速度慢。
热熔胶环保,胶水在胶桶里加热时密封好,不会对外挥发,覆膜速度相对较快。
2.3 覆膜设备
目前在国际上覆膜机共分两大类,一是溶剂型覆膜机(冷胶机);二是热溶胶覆膜机(热胶机)。
它们的主要区别是:前者为液体双组份胶经过机器刮涂胶后进入烘道进行加热,一般温度为40~50℃,经过加温然后再经过压辊进行型材包覆。后者是胶在胶桶内进行加温,一般温度为120~150℃,刮胶后不再经过烘道烘干直接包覆在型材上。
2.4覆膜型材生产工艺
随着我国经济水平的发展,国内很多厂家也开始生产彩色覆膜型材,并且已在国内多个大中城市如北京、上海等地获得了客户的广泛认可,并已经应用于建筑工程之中。下面以巴贝兰覆膜机、LORIKA膜和反应型热熔胶进行阐述。
2.4.1生产工艺流程
彩色覆膜型材是在型材表面涂覆一层特制的彩色或木纹形式的薄膜。该方法简单易行,装饰性好,应用较为广泛。型材表面的复合装饰层为二次加工,其工艺路线如下:
![]()
![]()
![]()
![]() 型材牵引 表面清扫 型材外表面涂底胶 型材红外线加热
型材牵引 表面清扫 型材外表面涂底胶 型材红外线加热
![]()
![]()
![]()
![]() 覆膜解卷 膜背面涂胶 红外线加热 压辊复合
覆膜解卷 膜背面涂胶 红外线加热 压辊复合
![]() 放置贮存 计量切断
放置贮存 计量切断
2.4.2加工设备
2.4.2.1覆膜机
由于覆膜型材的生产设备较为简单,因此生产覆膜型材设备的厂家较多,国外著名的公司主要有BARBERAN、FRIZ、WPR等,而国内绝大多数厂家生产的均为溶剂型的覆膜设备,主要有北京随想等几家公司,图5为BARBERAN覆膜生产线。

图5 BARBERAN覆膜生产线概图
覆膜生产工艺较为简单,但对操作及设备有较高的要求,根据覆膜生产的特点,一般的覆膜设备应具有以下几个关键部位,这也是覆膜生产中的几个技术难点,它们对覆膜生产的质量影响至关重要:
(1)自动膜偏调整装置:覆膜生产线上安装有定位装置,防止因为膜偏离而影响包覆质量,可以减少膜、型材的浪费。

图6涂胶装置
(2)涂胶装置:涂胶装置是对预处理后的型材表面进行自动涂胶的装置。热熔胶置于涂胶装置的熔池里,经电加热装置熔融后,通过一条管道和一个极薄而宽的口膜(刮板)流出,涂在自动经过的膜表面上。之后,涂胶的膜经压辊覆压在型材表面上。涂胶装置部分一定要有自动清洗装置,这是因为一般停机24小时以上,就需要对涂胶装置进行清洗。采用自动清洗装置,一方面可以提高清洗效率,另一方面也可以保证清洗质量,因为残留的胶如果清洗不干净,会对覆膜型材最终的粘接强度造成影响。图6为涂胶装置。
(3)辊压装置:压辊装置上有许多橡胶压辊。众多压辊根据型材断面结构在各个方向上进行位置调整,逐步将涂上胶的膜压覆在型材上。对不同型材,采用整体压辊的更换方式,更方便、快捷,同时可以提高生产效率。压辊装置见图7

图7 压辊装置
(4)自动上料装置:由于覆膜生产效率较高,可采用自动上料装置,一方面加快生产速率,另一方面还可以通过自动上料装置进行自动定位。图8为自动上料装置。图中可见,待覆膜的型材整齐放在上料台上,并可依次准确而迅速地送入生产线进行处理和覆膜。
2.4.2.2分切机
分切机主要作用是:将较宽的膜分切成覆膜型材生产时需要宽度的膜。分切机 如图9.

图8自动上料装置

图9分切机
2.4.3加工工艺
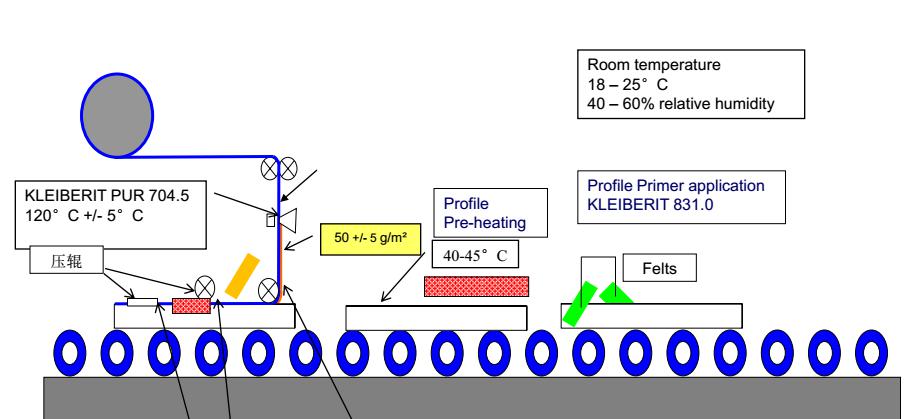
图 10 LORIKA膜采用热熔胶的覆膜要求
(1)胶粘剂熔融温度:预熔设备 120~140℃
软管 120~140℃
刮板 140℃
(2)膜预热温度:
LORIKA洛瑞卡膜在涂胶之前必须预热,预热过程是通过可调的红外辐射器来实现。建议在第一压辊滚动前把胶粘剂涂于膜上。所要满足的温度如下:
涂胶前膜温 80~85℃
第一压辊前膜温 80~85℃
(3)型材预热温度:
为了干燥底涂,型材必须通过红外辐射器或热风枪来进行加热。根据以下两项指标来设计所要安装的干燥配置:
a.底涂完全干燥
b.在第一压辊前型材表面温度达到50~60℃
(4)涂胶量:
涂胶量最佳范围为:40~60g/m2
(5)机器覆膜速度:
最适当的速度为:10~30米/分,如果各环节都能保持最佳工艺温度,生产速度可以更高。
(6)膜和型材的预处理
加工之前,型材和膜应该在室温为18℃,相对湿度为50%的条件下储存至少24小时,型材必须是清洁和完好的。进行底涂之前必须使用旋转刷和吹风机来清洁型材。要选用适当的底涂料,底涂可以用毛毡在底涂点完成,然后通过热处理来干燥底涂后的型材表面,同时预热型材。
干燥底涂料的过程,需要有足够的空间,干燥过程中逸出气体应该吸出。为了控制连贯的底涂层,底涂料配有紫外线剂,使底涂料层在紫外线灯下是可见的。同时对型材覆膜机的适当调整是必要的,特别是涂胶系统,控制底涂的底涂点、压辊、热风枪等,因此设备的适当调整应该根据试验确定并作好记录。为了防止在涂胶装置和预熔装置发生固化效应,建议用清洁剂来清洗装置直到蓝色消失为止,残留的固化胶应用手刮刀清除。
被包覆的型材在进行下一步工作之前应该在>18℃和相对湿度>50%的条件下存放7天,以使胶和膜完全交联达到最好的强度。
覆膜型材的剥离强度在室温(20℃/50%相对湿度)条件下储存后的剥离强度:
10分钟 0.1~0.3N/mm
1小时 0.4~1.0N/mm
1天 1.0~1.5N/mm
7天 1.5~2.0N/mm
2~4周 2.0~2.5N/mm
在室温条件下储存7天,随后在20℃/100%相对湿度条件下储存7天后的剥离强度为≥2.5N/mm。
2.4.4制品性能与特点
(1) 制品性能
覆膜型材由于在其表面包覆了一层高耐候性的窗膜,同时采用了反应性热熔胶,具有其独特的性能指标。见表1:
表1 覆膜型材性能指标
|
项目 |
指标 |
|
外观 |
覆膜表面要平整,无皱纹,无气泡,无瑕疵,膜与型材要粘接牢固,无裂缝 |
|
加热后状态 |
在150℃做加热后状态,考察基材,试样应无气泡,裂痕和麻点现象;在120℃做加热后状态,考察覆膜面,应无气泡,裂痕和麻点现象,膜与型材不得分离 |
|
剥离强度 |
样品在老化前的抗剥落强度≥2.5N/mm |
|
耐老化性 |
老化后冲击强度的保留率≥60% |
|
老化后颜色变化ΔE≤5,Δb≤3。 对于不能进行色差测试的样品,颜色变化≤4级 |
|
|
老化后试样的剥离强度≥2.0N/mm |
(2)制品特点
① 优秀的保色性:由于这种覆膜型材采用的是LORIKA膜,从根本上解决了彩色型材的褪色问题,
② 增强了型材的抗老化性能:覆膜型材所用的膜中含有PMMA和ASA,它们能够转化和吸收紫外线,使型材的物理机械性能得到更长时间的保证。
③ 优秀的耐化学性:它能够抵抗大气中的化学污染物,并且诸如洗涤剂、酒精、氨水等化学品均不能对他造成伤害。
④ 环保:由于这种覆膜型材采用的是单组分热熔胶,无溶剂挥发,对人体及环境均无伤害。是名副其实的环保绿色型材。
2.4.5加工注意事项与解决方法
彩色覆膜型材成窗组装流程与青白色型材组装流程基本一致,不需添加其他设备,但也有一些不相同的地方。主是在于型材的后续加工方面。
(1)焊接
在焊接前应检查覆膜型材切割后,切割面是否平整,禁止有残留膜的碎片。
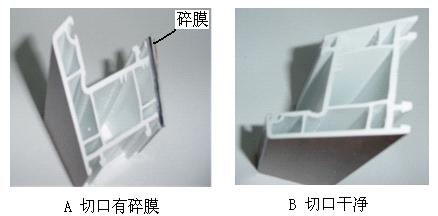
图11 切口处理情况对比
图11中A图中断面不合格,碎膜会影响焊角强度。B图切口处理较好。
(2)清角
在清角工序中,可先按普通型材清角规程清角后,应用相应的覆膜型材焊缝专用笔或用相同颜色的耐候性油漆进行处理,如能采用无缝焊接更好。图12为焊缝专用笔处理后的覆膜型材。

图12 经处理的焊缝
从图12看, 经过焊缝专用笔处理后,覆膜型材的焊缝与膜的色系相近,外观效果良好。
(3)配合尺寸
由于膜和胶层都有一定的厚度,型材覆膜后在装配时有可能出现配合紧的问题需要有专用的青白色型材模具来与之配套生产,或者改用其它规格的密封胶条。
(4)异形窗成型
覆膜型材在制作弧形窗时,温度在105~115℃之间为宜。
(5)覆膜后续处理过程
覆膜型材必须是生产后在室温下放置7天以后,胶粘剂才能完全固化,方可进行加工,在加工前必须在室温下放置至少一天。
结语
随着人们生活水平的提高,人们对门窗的档次、品位都在不断的提高,需要出现高档次、高品位的门窗产品。覆膜型材作为当今欧洲彩色型材的主导产品,作为一种高档的门窗产品,获得了用户广泛的认可。这种彩色覆膜窗户带给每一个用户的是自然温馨的感觉,一种高档次享受,它符合以塑代木,节约木材的政策,适应城乡住宅建设方兴未的需要,因此市场前景非常广阔。
